


すべての製品
-
 カナダからのデイヴィッド私達の会社の輸入はviiplusの陶磁器、viiplusの専門のチームからの青銅色のgleitlager通関手続き滑らか常にであることを確かめます。それらは正確な青銅色のブッシュの分類を、扱いますすべての書類事務を、私達受け取りました自動注油式の青銅色のブッシュを提供します。それらはよくされて良質見。
カナダからのデイヴィッド私達の会社の輸入はviiplusの陶磁器、viiplusの専門のチームからの青銅色のgleitlager通関手続き滑らか常にであることを確かめます。それらは正確な青銅色のブッシュの分類を、扱いますすべての書類事務を、私達受け取りました自動注油式の青銅色のブッシュを提供します。それらはよくされて良質見。 -
 カリフォルニアからのValerie私達は空気によってincoterm FOB上海の下でに中国から青銅色のgleitlagerを、時々輸入します。viiplusは非常によい青銅色のgleitlagerの製造者です、それらは非常に専門であり、忍耐強い、私達が新しい体制を知らせた後、時間の製造業者の青銅色のgleitlagerおよび私達にスケジュールを与えるために、それから私達はちょうど青銅色の部品を受け取る必要があります
カリフォルニアからのValerie私達は空気によってincoterm FOB上海の下でに中国から青銅色のgleitlagerを、時々輸入します。viiplusは非常によい青銅色のgleitlagerの製造者です、それらは非常に専門であり、忍耐強い、私達が新しい体制を知らせた後、時間の製造業者の青銅色のgleitlagerおよび私達にスケジュールを与えるために、それから私達はちょうど青銅色の部品を受け取る必要があります -
 ドイツからのヒナギクスリーブ軸受け、より堅い同心性および青銅色のブッシュの物質的な均等性のための最もよい表面の終わり。陶磁器からの標準的なインチのよい製造者およびメートル スリーブ軸受けおよびブッシュ。https://www.bronzelube.com/
ドイツからのヒナギクスリーブ軸受け、より堅い同心性および青銅色のブッシュの物質的な均等性のための最もよい表面の終わり。陶磁器からの標準的なインチのよい製造者およびメートル スリーブ軸受けおよびブッシュ。https://www.bronzelube.com/
コンタクトパーソン :
Tiffany
電話番号 :
+86 18258386757
whatsapp :
+8618258386757
GCR15は鋼鉄スリーブ軸受けのブッシュの溝を堅くした







試供品およびクーポンのための私に連絡しなさい。
whatsapp:0086 18588475571
WeChat: 0086 18588475571
Skype: sales10@aixton.com
心配があれば、私達は24時間のオンライン・ヘルプを提供する。
x商品の詳細
| 材料 | C45、GCr15、40Cr | 特徴 | ハードン 抵抗力 |
|---|---|---|---|
| 適用する | 掘削機,クレーン,建設機械 | サイズ | カスタマイズ |
| ベアリング ブッシング 工場 価格 | ティファニー@viiplus.com | 自動潤滑軸承のブーシングメーカー | https://www.viiplus.com/ |
| ハイライト | PTFEで覆われた自己潤滑平面ベアリング,テフロンで自己潤滑平面ベアリング,鋼で覆われた自己潤滑平面ベアリング | 特徴 | 滑り軸 (ビメタリック・スロージング・ポッドビルキー) |
| ドライスライドベアリング | 自潤滑平面ベアリングは,油脂,プラスチックが故障する高温および浸水アプリケーションで動作します.コストとダウンタイムを削減します. 燃焼しない. 信頼性が向上します. 乾燥して動作し続けます. | ブッシュベアリング 製造 供給 輸出 | 長い,メンテナンスフリーサービス,様々なデザインと異なる材料でブッシングを製造. tiffany@viiplus.com,ブッシング - 設定と購入 - https://www.viiplus.コム |
| ハイライト | 明白な掘削機軸受けに油を差している自己,軸受けに油を差している自己を堅くして下さい |
||
製品の説明
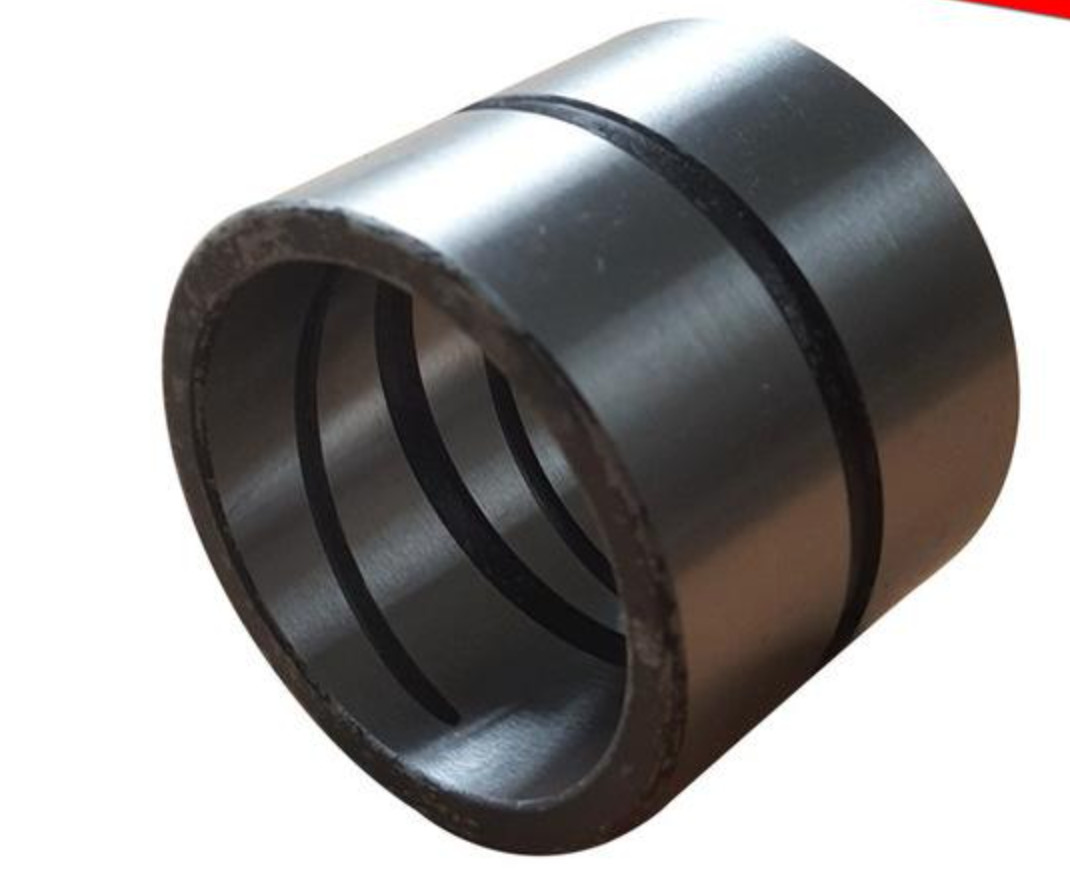
GCR15硬化鋼製スリーブベアリングブッシンググルーブとは,GCR15硬化鋼製のベアリングブッシングの一種であり,グルーブデザインを特徴とする.GCR15鋼は,優れた耐磨性および機械的特性により,ベアリングの製造に広く使用される高炭素クロムベアリング鋼である.硬化された鋼の袖は,高い負荷承載能力と耐久性を提供し,ベアリングシステムの安定性と信頼性を保証します.溝の設計は,潤滑と熱散を可能にします摩擦と磨きを軽減し,ベアリングの使用寿命を延長します.このタイプのベアリングブッシングは,高度な精度と信頼性が要求される様々な産業用アプリケーションで一般的に使用されています..
固体ブッシング 硬化鋼ブッシング 掘削機用GCR15 硬化鋼製のスリーブベアリング ブッシュローブ高炭素クロム軸承の鋼材のボッシング
GCR15ベアリング鋼袖の生産に特化した 特殊硬い耐磨鋼袖の耐磨 - 耐磨自己潤滑鋼袖
GCR15 軸承鋼袖 超硬鋼袖 セルフ潤滑 耐磨鋼袖
塩基材料として様々なグレードの鋼材で作業面の作業条件に応じて一定の割合で,穴から処理し,固体潤滑液で満たす固体潤滑剤は摩擦対が形成される可能性が低い.高負荷の下,低速で,その優れた潤滑は,固いインプレード強化製品を示した埋め込まれたグラフィットが動作しているとき,潤滑粒子が放出され,軸と袖の間に弁の層が作られる.モノメアオイル潤滑液よりも噛み止めの利点がある.
吊り上げ機械の支える部品,例えば模具ガイドポスト,注射鋳造機械の模具フレーム,土壌ロールマシン,クレーンサポートなどに特に適しています.
JDB-650標準を参照することができます. 鋼軸の生産にも対応できます.
工業用固形ブッシング. スライディングベアリング技術のあなたのグローバルパートナー. オンラインでブッシングを注文. 製品の範囲. ビューwww.viiplus.com標準寸法で利用可能な平面軸承タイプ:シリンダ式ブッシュ,フラングブッシュ,スローバー,フラングブッシュ,スライディングプレート.
|
製品タイプ:
|
固体ブーシング
|
|
適用:
|
掘削機,クレーン,建設機械复制する
|
|
材料:
|
GCr15,40Cr,C45
|
|
硬さ:
|
52~60HRC
|
|
最大動的負荷:
|
250N/mm2
|
|
最大線形速度:
|
0.1m/s
|
|
最大 PV 値
|
1.5 N/mm2.m/s
|
|
作業温度制限
|
-100~+350°C
|
|
線形膨張係数
|
1.1×10−5°C
|
|
標準的な製品カタログが表示されるに加えて,私たちは非標準的な製品を提供したり,顧客の要求に応じて注文します.
|
|
GCR15 硬化鋼製のスリーブベアリング・グルーブ・ブッシングサイズ
|
d
|
D
|
IDF7
|
ODm6
|
L について-0だった10
-0だった30 |
|||||||||||||||
|
8
|
10
|
12
|
15
|
16
|
20
|
25
|
30
|
35
|
40
|
50
|
60
|
70
|
80
|
||||||
|
8
|
12
|
8
|
+0だった028
+0だった013 |
12
|
+0だった018
+0だった007 |
081208
|
081210
|
081212
|
081215
|
|
|
|
|
|
|
|
|
|
|
|
10
|
14
|
10
|
14
|
101408
|
101410
|
101412
|
101415
|
|
101420
|
|
|
|
|
|
|
|
|
||
|
12
|
18
|
12
|
+0だった034
+0だった016 |
18
|
|
121810
|
121812
|
121815
|
121816
|
121820
|
121825
|
121830
|
|
|
|
|
|
|
|
|
13
|
19
|
13
|
19
|
+0だった021
+0だった008 |
|
131910
|
|
131915
|
131916
|
|
|
|
|
|
|
|
|
|
|
|
14
|
20
|
14
|
20
|
|
142010
|
142012
|
142015
|
|
142020
|
142025
|
142030
|
|
|
|
|
|
|
||
|
15
|
21
|
15
|
21
|
|
152110
|
152112
|
152115
|
152116
|
152120
|
152125
|
152130
|
|
|
|
|
|
|
||
|
16
|
22
|
16
|
22
|
|
162210
|
162212
|
162215
|
162216
|
162220
|
162225
|
162230
|
162235
|
162240
|
|
|
|
|
||
|
18
|
24
|
18
|
24
|
|
|
182412
|
182415
|
182416
|
182420
|
182425
|
182430
|
182435
|
182440
|
|
|
|
|
||
|
20
|
28
|
20
|
+0だった041
+0だった020 |
28
|
|
202810
|
202812
|
202815
|
202816
|
202820
|
202825
|
202830
|
202835
|
202840
|
202850
|
|
|
|
|
|
22
|
32
|
22
|
32
|
+0だった025
+0だった009 |
|
|
223212
|
223215
|
|
223220
|
223225
|
|
|
|
|
|
|
|
|
|
25
|
33
|
25
|
33
|
|
|
253312
|
253315
|
253316
|
253320
|
253325
|
253330
|
253335
|
253340
|
253350
|
253360
|
|
|
||
|
30
|
38
|
30
|
38
|
|
|
303812
|
303815
|
|
303820
|
303825
|
303830
|
303835
|
303840
|
303850
|
303860
|
|
|
||
|
35
|
45
|
35
|
+0だった050
+0だった025 |
45
|
|
|
|
|
|
354520
|
354525
|
354530
|
354535
|
354540
|
354550
|
354560
|
|
|
|
|
40
|
50
|
40
|
50
|
|
|
|
|
|
405020
|
405025
|
405030
|
405035
|
405040
|
405050
|
405060
|
405070
|
405080
|
||
|
45
|
55
|
45
|
55
|
+0だった030
+0だった011 |
|
|
|
|
|
|
|
455530
|
455535
|
455540
|
455550
|
455560
|
|
|
|
|
50
|
60
|
50
|
60
|
|
|
|
|
|
|
|
506030
|
506035
|
506040
|
506050
|
506060
|
506070
|
506080
|
||
GCr15 鋼軸承リングの冷却品質の冷却と冷却の過程におけるローヤリングの一般的な欠陥の拡大のプロセス
軸承部品の冷却媒質として油が広く使用されています. GCr15鋼袖の主な理由は,冷却プロセスの第3段階 (コンベクション期) で油の冷却速度は非常に遅いことです..前回の生産では,10号機油,20号機油は20~50°C/sの間で650~500°Cで作られました.コンベクション段階は約300°Cから始まり,室温まで続きます.軸承鋼のマルテンサイト温度が要するより少ない冷却速度に一致しています溶媒は,溶媒を冷却する際に,溶媒を冷却し,溶媒を冷却するときに,溶媒を冷却する際に,溶媒を冷却する際に,溶媒を冷却する際に,溶媒を冷却する際に,溶媒を冷却する際に,溶媒を冷却する際に,溶媒を冷却する際に,溶媒を冷却する際に,溶媒を冷却する際に,溶媒を冷却する際に,溶媒を冷却する際に,溶媒を冷却する際に,溶媒を冷却する際に,溶媒を冷却する際に,溶媒を冷却する際に,溶媒を冷却する際に,溶媒を冷却する際に,溶媒を冷却する際に,溶媒を冷却する際に,溶媒を冷却する際に,溶媒を冷却する際に,溶媒を冷却する際に,溶媒を冷却する際に,溶媒を冷却する際に,溶媒を冷却する際に,溶媒を冷却する際に,溶媒を冷却する際に,溶媒を冷却する際に,溶媒をそして,リングの周波数と振幅は,オイルで上下を移動し,操作者が手動で制御されます.つまり,油を通るリングの移動時間は3S/mm未満である.したがって,冷却プロセスでは,リングは,しばしば次の品質の問題が現れます1) 硬度均一性の低下:同じバッチのリング硬度差 HRC > 2,同じリング硬度均一性 HRC > 1 または 2. 2) リング表面に地域的または局所的な柔らかい点が現れる.3) BBB 0 7mm の有効壁厚さのリング45の鋼のマスクの微細構造に網状のトロシティックサイトが現れた.
1998年の熱処理の品質分析によると,冷却の不良のために修理する必要がある炉数は,消されたブロンズブッシング火の修理率の51.5%です.冷却プロセスにおけるリングの欠陥は,軸承の硬さと強さの減少につながります耐着性や疲労性があります
GCr15鋼軸承リングの冷却品質の処理
冷却中のリングの問題に対して,以下の措置が講じられています.
1冷却方法を変更せずに,リングの冷却加熱温度を増加 (上限温度を選択) 鋼の超冷却オーステナイトの安定性を高めるために,この方法で GCr15 鋼の冷却速度は低下しますしかし,加熱温度の上昇により,二次性カービードは鉄鋼に過剰に溶解し,より大きなオーステナイト粒子が形成される.マルテンシートの成長を阻害する効果が弱まります同じリングの硬度差は大きく,最大差はHRC2です. 消し,加熱した構造に時折いくつかの小さな大質量タウステナイトがあります.同時に500×金属学顕微鏡で,亜亜亜亜亜亜亜亜亜亜亜亜亜亜亜亜亜亜 (超熱組織) ははっきりと見ることができる. 消化変形は急激に増加し,そして直径変化の過誤率は平均で10%未満から20%以上に増加します部品の機械性能は比較的劣化します.
2. 速速冷却率のある高速冷却油を使用します. 客観的な条件の制限により,生産では,油タンクに少量の水が必然的に流入します.使用過程で油を徐々に溶解させる効果が変化し,冷却効果が良くなって,冷却品質が理想的な効果に達しないようにします.
GCr15鋼軸承リングの冷却品質の処理
軸承リングのための新しい熱処理技術の研究と応用
温め媒体の冷却および硬化能力は,軸承リングの熱処理品質に影響を与える重要な要因です.これは,作業部品の金属学的要因に関連していますC曲線の形と冷却条件について強い冷却能力を持つ冷却介質は,冷却後に作業部品の硬さをより高くしたり,硬化層をより深くすることができます実用的には,硬化を確保するための鍵は,C曲線の鼻端で十分な冷却速さであるが,マルテンサイト変換では比較的低い冷却速さが必要である.この新技術の適用は,この特徴に適しています.作業部件と消化油の相対速度を変化させ,消化介質の冷却と硬化能力を変化させ,理想の冷却品質は,異なる温度で作業部品の構造形成のための異なる冷却速度の要求を満たすために得ることができます..
1冷却強度試験分析
多くの試験と分析によって,新しい技術によって冷却方法を変更することで,油の冷却強度を向上させることが示されています.熱処理の質を改善するために冷却強度Hは,介質の冷却能力を反映するパラメータで,H=αλ/2 (αは接面熱伝達係数,λは鋼の熱伝導力).静水のH値は0です.1H の値が高くなるほど,介質の冷却能力が強くなる. 試験では,異なる振動条件下で消化介質に応じて,冷却強度の変化は表1に示されています.油を強く揺さぶることで消化すると,H値は0に達する.7一般的に,油消しにおけるH値は0である.3.
2微細構造と硬さ試験の分析
314/01の温度で製品モデルをテストする過程でリング,冷却温度は840.40 °C,機械オイル,冷却液は静的冷却と冷却条件で10輪,多くの実験を経て,微細構造の変化によって静的および動的冷却条件では,組織が密接にサイズが約5 ~ 10倍に異なる.チャネリング冷却条件下で,同じリングの硬度差は0に減少します.5.
3新しいプロセスと設備の改善の適用
生産施設の変更です 消火油と水着冷却を循環冷却に変え大流量オイルポンプを使用して,冷却タンクの底から冷却油を注入します.,最初にフンネルの下の循環を形成し,均等に上昇し,その後,ホリフィスプレートの2層を通って,均質な暗く噴出するオイルコラムを形成します 上向きの注入油タンクの油面が沸いてるリングと油の相対運動速度を変えることができます.作業部品の形成過程で異なる冷却速度の要求を満たす油槽の上層と下層の油温が基本的には均衡するように,上層の熱油を時間内に抽出します.油は完全に冷却することができます新しいプロセスは,高温条件下で高冷却率要求を満たすだけでなく,消し難度と消し難の均質性を確保する低温で作業部件をアウステニタイズすることで生じる,細粒度で低炭素とクロム含有度のオーステナイトが要求する,重要な冷却速度を満たす.マルテンサイトマトリックス構造の精製. 消し裂けを避けるために,HRC64~65で安定した制御の軸承リングの消し硬さを作ります.52〜3グレードの消化微細構造. 2レベルとしてほとんどの場合, ¢100mmまたはそれ以上の外径は,消化後にリングの直径の変化が約7%に減少します.消化後,作業部品の表面の明るさが増加する廃棄物や修理の損失を減らすことができます
製造設備の改善は,熱冷却タンク フィルタリングユニットに上半級オイル溢出そして,洗浄サイクルプール (場所) に銅管冷却器のオーバーヘッドのセットに油ポンプで冷却した後,油ポンプを消火タンクの底に, 2つの層間の開口は¢5mmで,ポロースプレートのピッチは20mm×20mmです.2階の穴が広がっています冷却油の均等な上昇を保証する.
7 プラス私たちはすべての種類のブッシング,スペアパーツ,機械部品,精密部品の研究と製造に専念しています. 我々は品質証明書に関する第三者によって承認されています.,複合性自潤布団,境界潤布団,二金属布団,油圧布団,固体潤滑管とグラフィット鋼製ブーシング,鋳造銅型ブーシング,包装ブロンズ型ブーシング,球状平面ベアリング,フィラメントローンのベアリング.品質と性能は国際基準を満たし,または超えています.
![]()
-
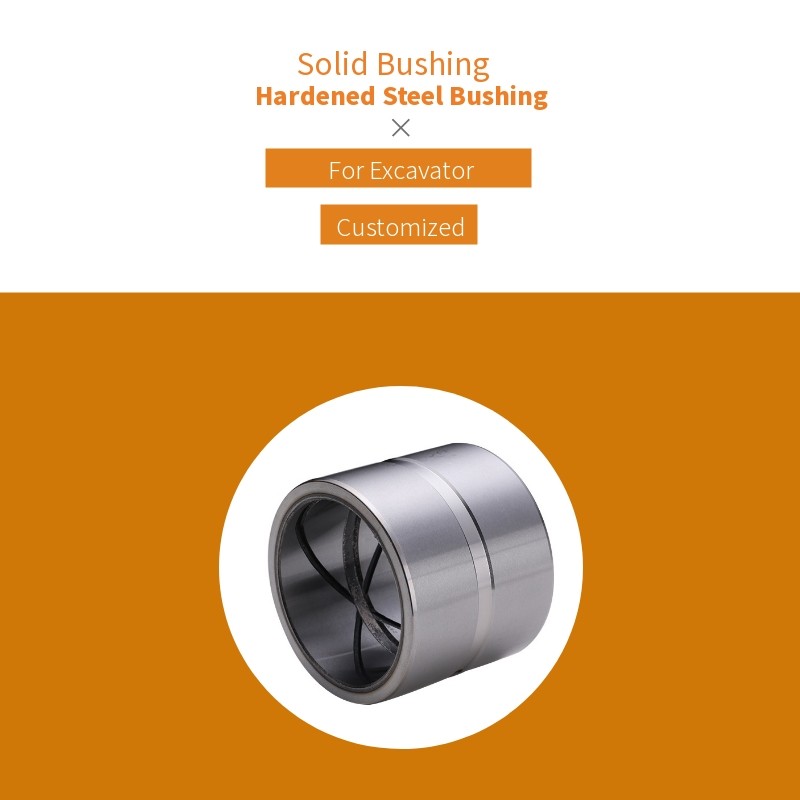
記述
| 材料と軸承の特性 | ユニット | 価値 | ユニット | 価値 | ||
| マックス.ダイナミックロード | MPa | 250 | PSI | 36,200 | ||
| 動作温度 | °C | ¥100〜350) | °F | -148から662まで | ||
| 油脂の潤滑 | ||||||
| 最大滑行速度 | m/s | 0.1 | fpm | 19.7 | ||
| 最大PV値 | m/s | 1.5 | PSI × FPM | 43,500 | ||
| 最低硬さ | HRC | 55 | HRC | 55 | ||
![]()
-
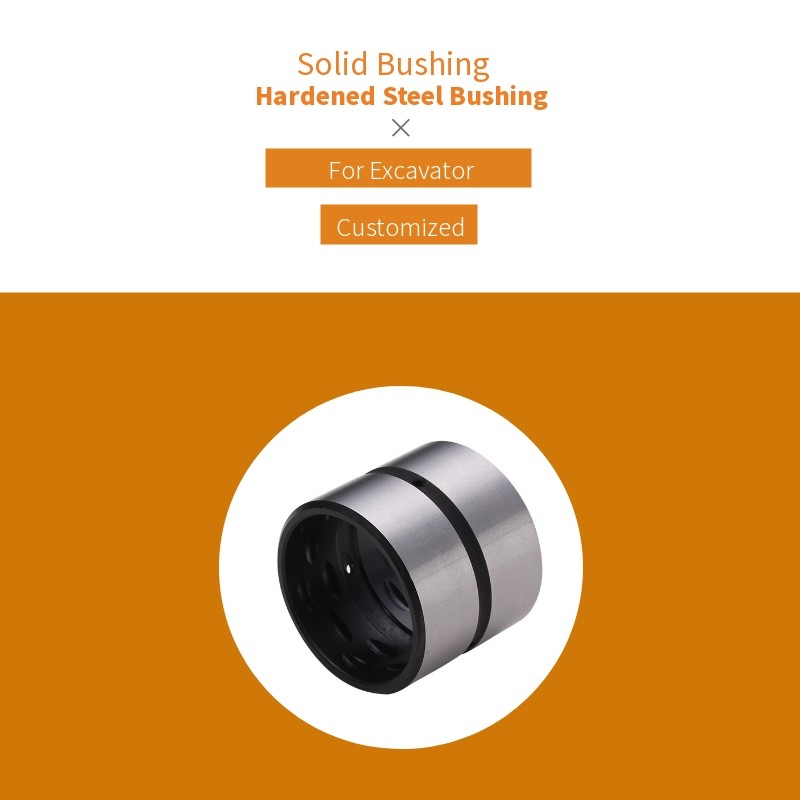
記述
| 材料と軸承の特性 | ユニット | 価値 | ユニット | 価値 | ||
| マックス.ダイナミックロード | MPa | 100 | PSI | 14,500 | ||
| 動作温度 | °C | ¥100〜250) | °F | -148から482まで | ||
| 油脂の潤滑 | ||||||
| 最大滑行速度 | m/s | 0.5 | fpm | 100 | ||
| 最大PV値 | m/s | 1.5 | PSI × FPM | 43,500 | ||
| 最低硬さ | HV | 600 | HV | 600 | ||
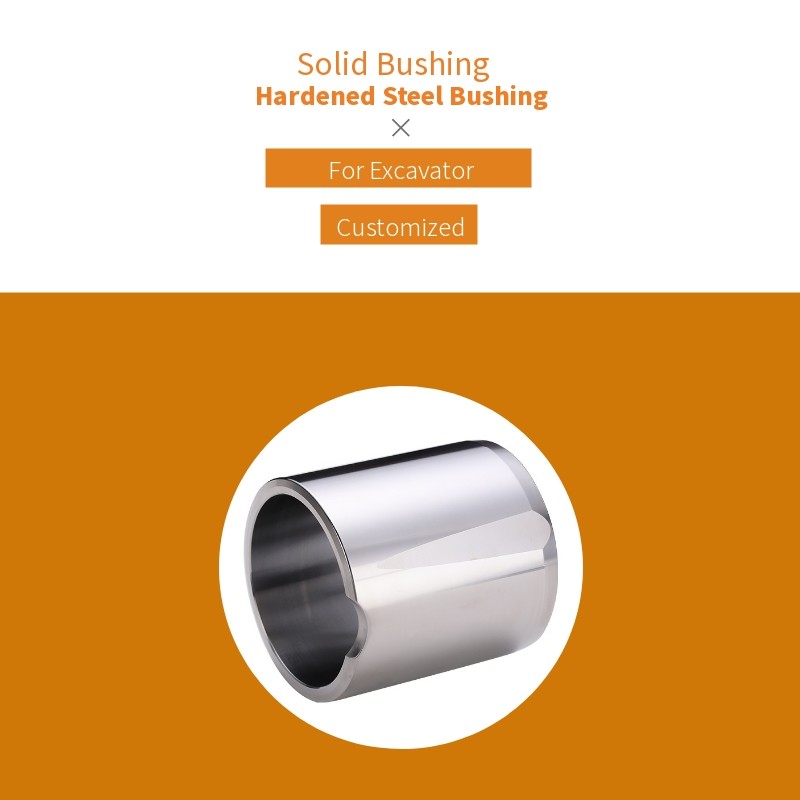
| 材料 |
1.ステンレス鋼:SS303,SS304,SS316,SUS420J2など 2鋼: 12L14,12L15,C45 (AISI1045) など 3炭素鋼:CH1T,ML08AL,1010,1035,1045など 4合金鋼: 10B21,35ACR,40ACR,40Cr,35CrMnなど 5アルミニウムまたはアルミニウム合金:Al6061,Al6063など 6銅:C3604,C38000,その他 |
典型的な応用
掘削機,クレーン,そして建設機械の重要な部品.
推薦されたプロダクト